
طراحی عمیق یک فنجان استوانه ای
Deep drawing of a cylindrical cup
این مثال طراحی عمیق یک فنجان استوانه ای ورق فلزی را نشان می دهد.
این صفحه در مورد:
هندسه و مدل
خواص مواد
در حال بارگذاری
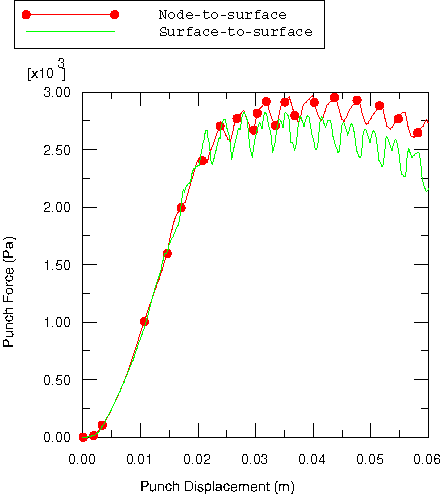
نتایج و بحث
فایل های ورودی
مراجع
ارقام
کشش عمیق ورق فلزی یک تکنیک مهم تولیدی است. در فرآیند کشش عمیق، یک “پر” از ورق فلزی توسط یک نگهدارنده خالی در برابر یک قالب بسته می شود. سپس یک پانچ بر روی قسمت خالی حرکت می کند که به داخل قالب کشیده می شود. بر خلاف عملیاتی که در مثال کشش پانچ نیمکره توضیح داده شد ( کشش یک ورق نازک با پانچ نیمکره )، فرض نمی شود که خالی بین قالب و نگهدارنده خالی ثابت شود. بلکه جای خالی از بین این دو ابزار کشیده می شود. نسبت کشش به کشش توسط نیروی وارده بر نگهدارنده خالی و شرایط اصطکاک در سطح مشترک بین جای خالی و نگهدارنده و قالب کنترل می شود. نیروی یا اصطکاک بیشتر در رابط نگهدارنده خالی / قالب / جای خالی لغزش را در سطح مشترک محدود می کند و کشش شعاعی قسمت خالی را افزایش می دهد. در موارد خاصی از مهره های کششی، نشان داده شده در شکل ۱ ، برای مهار لغزش در این رابط حتی بیشتر استفاده می شود.
برای به دست آوردن یک فرآیند ترسیم عمیق موفق، کنترل لغزش بین خالی و نگهدارنده آن و قالب ضروری است. اگر لغزش بیش از حد مهار شود، مواد تحت کشش شدید قرار می گیرند، بنابراین به طور بالقوه باعث ایجاد گردن و پارگی می شود. اگر قسمت خالی بتواند خیلی راحت بلغزد، مواد به طور کامل کشیده میشوند و تنشهای محیطی فشاری بالا ایجاد میشود که باعث ایجاد چین و چروک در محصول میشود. برای اشکال ساده مانند فنجان استوانه ای در اینجا، طیف گسترده ای از شرایط رابط نتایج رضایت بخشی را به همراه خواهد داشت. اما برای اشکال پیچیده تر و سه بعدی، شرایط رابط باید در یک محدوده باریک کنترل شود تا یک محصول خوب به دست آید.
در طول فرآیند ترسیم، پاسخ عمدتاً توسط رفتار غشایی ورق تعیین می شود. به طور خاص برای مسائل متقارن محوری، سفتی خمشی فلز تنها یک اصلاح کوچک در محلول غشایی خالص ایجاد می کند، همانطور که وانگ و تانگ (۱۹۸۸) در مورد آن بحث کردند. در مقابل، برهمکنش بین قالب، قسمت خالی و نگهدارنده خالی بسیار مهم است. بنابراین، تغییرات ضخامت در مواد ورق باید به طور دقیق در یک شبیهسازی المان محدود مدلسازی شود، زیرا تأثیر قابلتوجهی بر تنشهای تماس و اصطکاک در سطح مشترک خواهند داشت. در این شرایط مناسب ترین عناصر در Abaqus چهار ضلعی متقارن محوری با یکپارچگی کاهش یافته ۴ گره، CAX4R است . المان پوسته متقارن محوری مرتبه اول SAX1 ; عنصر غشای متقارن محوری مرتبه اول، MAX1 . المان پوسته چهارضلعی کرنش محدود مرتبه اول، S4R . المان پوسته کرنش غشایی محدود همه منظوره کاملاً یکپارچه، S4 . و عنصر پوسته پیوسته ۸ گره، SC8R .
اثرات غشایی و تغییرات ضخامت به درستی با CAX4R مدلسازی میشوند . با این حال، سفتی خمشی عنصر کم است. این عنصر به دلیل تراکم ناپذیری یا برش انگلی “قفل” را نشان نمی دهد. همچنین بسیار مقرون به صرفه است. برای پوسته ها و غشاها، تغییر ضخامت با فرض تغییر شکل تراکم ناپذیر مواد محاسبه می شود.


 and adaptive meshing (Abaqus-Explicit)")





دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.